As always, I have multiple projects going all at once. No rest for the weary. The picture above is of a Hagn rifle caliber 7×64 in process. Working on the checkering. It has been engraved in Italy by Creative Arts.
Another project has been the machining of a .30-06 barrel. All integral. The work on this rifle has just begun.
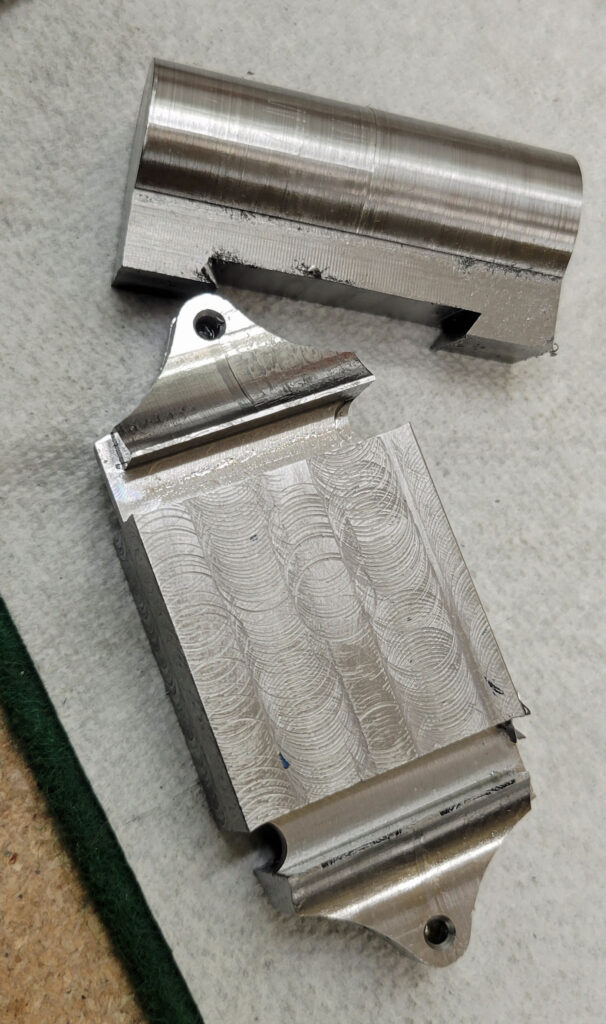
In between I’m working on a stock for a .22lr custom rifle. It will receive several one-of-a-kind features, such as this butt plate.
About once a week I receive either an email or a phone call with an inquiry in regard to an older used gun. People buy old bolt action rifles that have the name “Buehler” stamped on either the safety or on the scope rings. If there is no further lettering on the gun visible, they often automatically assume that I built the rifle. After a brief online search, they find my company. “I have one of your rifles, but I don’t know the caliber”, or “I have one of your old rifles and would like to know when it was built” are the most common questions. Almost immediately I know that I had nothing to do with the gun. You see, there used to be a company in Orinda CA, named “Maynard Buehler”. That was long before my time, and I believe they have been out of business since around the mid 80’s. They produced aftermarket Mauser 98 safeties and scope rings. Probably some other parts too. The parts have “Buehler” stamped on them. I have never been affiliated with that company, nor have I ever used any of their parts on one of my guns.
Often, when I explain this to people, they seem to have a hard time comprehending this. I love it when they start getting into lengthy arguments and don’t bother listening to me. Even after I tell them that all of my guns are clearly marked on top of the barrel per ATF 07 license rules. If I re-stock an older gun for a customer I mark the stock inside with my name, date and my trade stamp. People usually make the argument that the gun looks “exactly like one of mine”. It’s hard to point out the differences, if people can’t see it on their own.
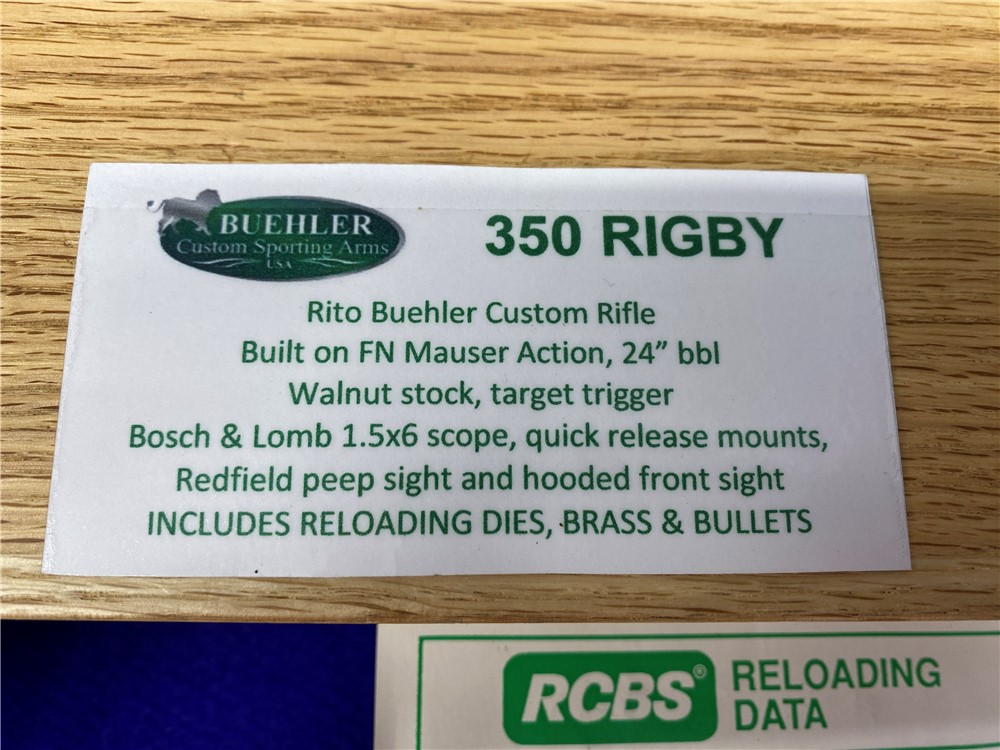
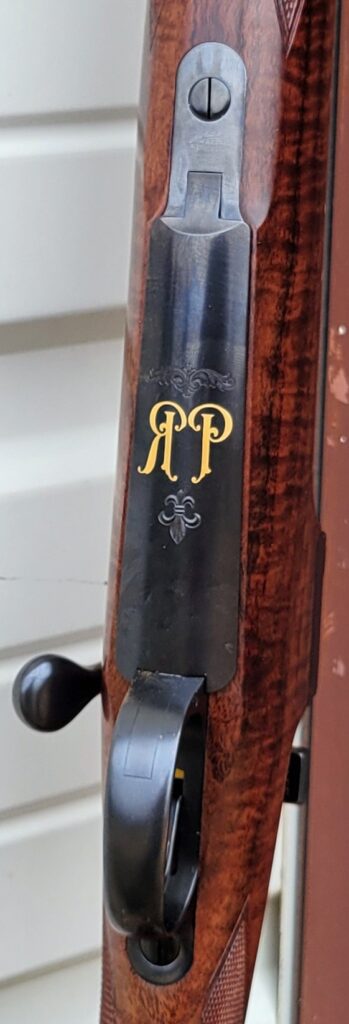
This Gunbroker.com listing was brought to my attention this morning. Somebody is claiming to sell a rifle that I’ve built. Right away, just based on the caliber, I knew I had nothing to do with this gun. I’ve never worked on a .350 Rigby rifle. What’s worse, the listing featured my logo and info. I wish the seller would have had the decency to ask for permission first. I assume this rifle has a safety or scope ring that is stamped with “Buehler”. Naturally, I’m in the business of building high grade guns and I don’t like it when people misrepresent their old clunkers as one of mine.
All of my rifles are clearly marked on top of the barrel with “Buehler CSA, Stillwater, OK” or Buehler CSA, Central Point, OR”. There are some guns that I’ve built around customer supplied parts and receivers, or massive alterations of existing guns. They might be marked with “R. Buehler” on the barrel. In these instances, per regulations the customer was considerate the manufacturer.
(At least they could have pronounced my first name right. That’s pretty funny. But I don’t appreciate the seller using my logo.)
People, be careful. On those auctions, a lot of guns are misrepresented. I often wonder: When the big auction houses sell all these antique factory engraved Winchester and Colt’s, how many are actually for real? There is no doubt in my mind, a good percentage of fakes are moved through the auction houses. In these cases, everybody has a vested interest that the gun is for real, and nobody wants to know the truth, once the gun moved through the auction.
My latest completed rifle is a Buehler CSA model English Express in the caliber .318 W&R. An interesting caliber. Ammo is not widely available, but Superior ammo made a few loads for us with Barnes bullets. Low recoil, good accuracy and a 250-grain bullet. What’s not to like about it.
My client supplied the Granite Mountain action, barrel, magazine box and the stock blank. The stock blank is Australian grown English walnut.
Roger Kehr did some minor engravings on the rifle. The scope rings, bottom metal and grip cap did get color case hardened by Tunbull Restoration.
Recently we posted 2 more episodes on the Spotify platform. Episode 6 features Duane Wiebe. Duane has been a very influential custom gunmaker and has had a very long career.
Episode 7 features UK gunmaker Ian Sweetman. At 33 years old, he is the youngest self-employed gunmaker in the UK.
Along with you I have the privilege of learning more about these fine gunmakers. I find it fascinating to have a little glimpse into the life of these passionate people.
This .400 H&H Magnum rifle has been built by Lee Helgeland of MT. Lee has stopped taking orders. This is your chance to own a brand-new Lee Helgeland big game rifle.
The rifle is currently in “the white”. This means, it is ready for engraving or finishing. The price includes finishing of the rifle in a traditional rust blue and the installation of a recoil pad, if desired.
Specifications: ZG 47 Mauser 98 style action with integral scope bases, extended top tang and drop box magazine. Burgess QD scope rings with Leupold Vari X 3 1.5-5 scope. 3position safety, 26″ barrel, un-engraved gold oval and inlet sling swivel stud. Buffalo horn made pistol grip cap, forend tip and butt plate. Currently there is no rear sight installed. The price includes express rear sights and quarter rib, made and installed, or a sculpted island rear sight ramp with Express sights, per your preference. Length of pull is 13 5/8″. It can be lengthened with a recoil pad. 9 pounds, 6 ounces. With 3 boxes loaded ammo and target. Superior ammo has the loading data on file.
Lee will prioritize the finishing of this rifle for you. Any engravings desired will be extra. Price for the rifle, scope and ammo package: $15000
Please contact Reto at (541) 664 9109. Or call Lee directly and tell him you saw it on this blog. (406) 260 7798
In the past years I’ve had several times the honor to create rifles that celebrate special occasions. A great project was a rifle I built for a father, commissioned by his son. The son has been successful in his career and wanted to give back to his dad. The dad had a modest background and could not have afforded a custom rifle. In the near future I’ll be building a great rifle for a gentleman, to the specifications of his late brother. Basically, the rifle his brother imagined owning, as a memory.
Two gentlemen contacted me a while ago. They had two vintage German 33-40 Mauser style actions and two beautifully matching stock blanks. The plan was to build 2 rifles in the style of the vintage Rigby rifles, caliber .275 Rigby. They had set out to have two identical open sighted rifles built, to commemorate their long friendship. Eventually there was more to this story, but I leave it at this. They could have gone directly to Rigby. But they went this route, knowing they wouldn’t get factory rifles, but guns that received very personal attention to details and a soul.
I started off with two Brux barrels and copied the barrel contour of a vintage Rigby rifle. Then I machined the front sight ramps, sight hoods, banded rear sight ramps and the unique Rigby style barrel sling swivel studs.
The actions got surface ground and the rear humps where removed. On an Obendorf Mauser I would have left the hump, but the 33-40’s have an odd styling and it is best removed. After truing the actions and the bolt face, new bolt handles got installed. Some of the old Rigby’s had flat shaped bolt handles. A feature important to my clients. The barrels got then fitted to the actions. Initially, we thought of altering the military triggers to single stage. I took liberty with that and added Timney triggers. It occurred to me, if Rigby would have had such fine triggers back in the day, they certainly would have used them.
The ramps etc. got fit and soldered to the barrels. After a clean-up, ready for stocking!
As I do often, the inletting was 80% carved on a Hoenig pantograph machine, the outside I shaped by hand from the block. On one-of-a-kind stock shapes I don’t waste time fiddling with the pattern. I leave that to amateurs:-) Like on the vintage Rigby’s we decided to leave the cheek piece off.
In the picture above, the stocks are roughed out. In this stage, another day of labor is performed on each stock to re-fine everything before sanding. That extra day makes all the difference in the overall quality. I recently looked at the engravings of a double rifle performed by a well-known engraver. The engravings where very good, but if he had spent one more day on refinements, it would have been great. But as he left it, the scrolls where flat and unfinished.
Sanding, finishing and checkering was next on the program. I made the stocks matching as close as I could. One of the two stocks is shorter by 1/2″ to accommodate the owner.
The metal was prepared for finishing. Parts were sent off to Jesse Kaufman for engraving. A special thank you to Jesse; his recommendation had led to this commission. Then, all left was the finishing, final assembly and final test firing.
And there it is, the finished product. What an honor it has been to have been part of this.
A little while ago we released the podcast episode #5, featuring Paul Hodgins. Paul is a professional stock maker of best guns and is located in Utah. He takes us through he’s journey from his youth in England, working at Holland & Holland’s, to moving to the US and setting up a workshop in Logan.
Episode #6 features Steven Dodd Hughes. Steven is very well known through his work as a stockmaker and gun builder, he’s numerous writings for several publications and for his books.
Steven really brought the human element into the conversation. His beautiful honesty portrays him as a complex and somewhat complicated person. And I think that is true for most gunmakers, in one form or another. He puts into words the internal conflicts and struggles most talented and intelligent people probably have. When a customer orders a custom rifle, he purchases the experience and the time of the person making it. Most likely, the client might not be aware of the human element that Steve brings to light.
Best Gunstock LLC
We welcome our first commercial advertiser to our podcast. Please check out www.bestgunstock.com
I’ve been a customer of theirs for years and I can highly recommend this company for your stock blank purchases. Mehrdad Fanousi, the owner of the company, is a real gentleman. He has great connections in Turkey. His business, however, is located in Texas. His inventory speaks for itself! You can reach him at 347 618-0018 or [email protected]
Tell him Reto sent you!
Current Projects:
As usual, there are several rifles in process and in different stages. Here are a couple of the guns in the works: Above are 2 pictures of a .220 Swift rifle. The action was made in Canada by Hagn. The stock is made from a 30-year-old California English stock blank. American styling with skeleton grip cap. I just finished the checkering, and it is ready for test shooting.
Light weight .375 H&H rifle made for a friend and customer in Alaska. It’s very similar styled to a 70’s built H&H rifle (in .300 H&H) that he owns and loves. Ready for test shooting. This rifle will spend many hours in a bush plane.
These 2 cal..275 Rigby rifles are currently out for engravings. No scopes on these. Very much alike, but the stocks have different length of pull. I had to mark every part pretty well so that I wouldn’t mix it up between the guns.
I’m planning to post more pictures of these guns once they are all finished, and I will elaborate further.
A few nights ago, I had the pleasure to talk to gunmaker D’Arcy Echols. Our conversation is now on Spotify. That was a lot of fun. He set the bar high for good natured humor. I hope you will enjoy it as much as I did and get to know this fine craftsman a little better.
By the way, if your company is interested to sponsor an episode, or advertise on the podcast, please email me at [email protected]
This is a great opportunity for your company to target a very specific audience, and your support will help to keep this going.
In this episode I have the privilege to speak with Mark Mitchell. Mark is a London trained gunmaker and resides in Scotland. He is a highly skilled actioner and has done work for most of the great gunmaking firms, such as Boss, Holland & Holland, Purdey and Hartmann & Weiss. We discuss his experiences and the current state of the English gun trade.
Mark states: “If you would like to order an English Best Gun, you better do it now, while some of the older, highly skilled craftsmen are still around”.
I probably could make a similar case for us here in America. Times certainly are changing. We still do have a number of great craftsmen. Our problem is more that of increasing harassment and regulations by a hostile government, despite recent Supreme Court rulings in favor of the second amendment.